What is an ABA Blown Film Machine and How Does It Work?
In the world of packaging, the aba blown film machine plays a crucial role. This machine is essential for producing high-quality films suitable for various applications. According to John Smith, a renowned expert in the plastic manufacturing industry, "The ABA blown film machine revolutionizes the film production process." His insight emphasizes the machine's significance.
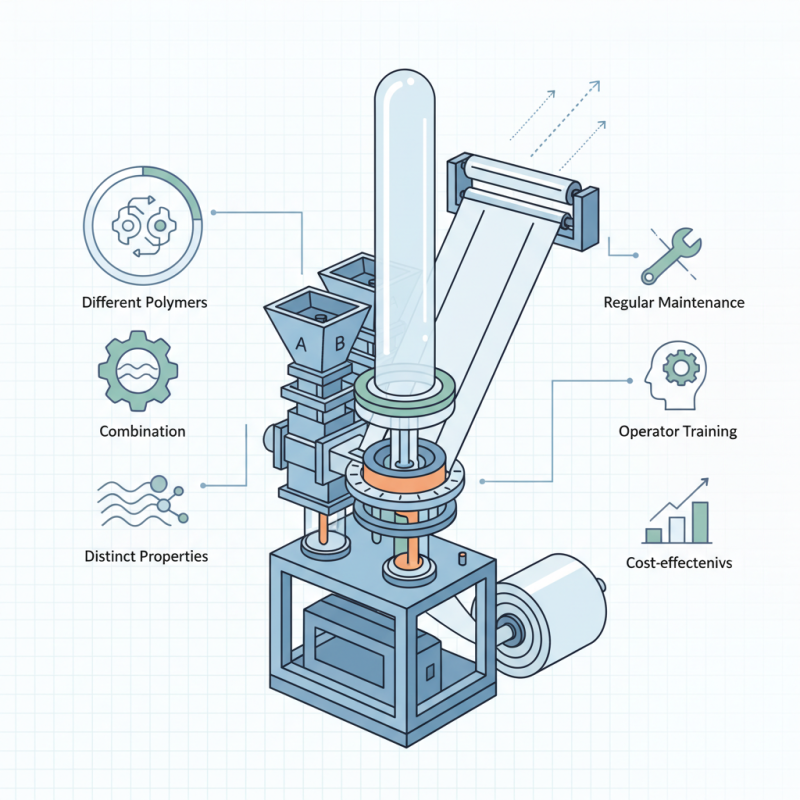
The aba blown film machine operates by a unique co-extrusion process. It allows for the combination of different polymers, creating films with distinct properties. This versatility is what many manufacturers seek. However, achieving the perfect blend is not always straightforward. Each material behaves differently under heat and pressure, leading to challenges.
Furthermore, maintaining optimal performance is vital. Regular maintenance and operator training are often overlooked. Inefficient practices can lead to waste. As companies strive for cost-effectiveness, this machine's efficiency becomes even more critical. Despite its advantages, constant reflection and adjustment are necessary for success in using this technology.
What is an ABA Blown Film Machine?
An ABA Blown Film Machine is essential in producing high-quality plastic films. This machine utilizes a three-layer structure, made up of two outer layers of A material and one inner layer of B material. Each layer serves a specific purpose, ensuring durability and functionality. The outer layers provide protection, while the inner layer maintains the film's strength and flexibility.
Understanding how the ABA Blown Film Machine works can be complex. Polymeric materials are heated and extruded through a circular die, forming a bubble. As the bubble expands, it's cooled and stretched. Operators need to monitor various parameters closely, including temperature and pressure. Even slight adjustments can affect the film's quality. There's a balance to maintain, which can be challenging. Mistakes in the process can lead to film defects or inconsistent thickness.
With increasing demand for sustainable materials, ABA machines are evolving. New technologies aim to reduce waste and improve efficiency. Observing these advancements is crucial for growth in the industry. Yet, challenges remain in adapting to innovative processes while maintaining cost-effectiveness. The journey of understanding and optimizing an ABA Blown Film Machine continues to unfold.
What is an ABA Blown Film Machine and How Does It Work?
| Dimension | Details |
| Material | Polyethylene (PE) |
| Film Layer Structure | ABA Configuration (A: inner and outer layers, B: middle layer) |
| Production Capacity | Up to 500 kg/h |
| Thickness Range | 10 - 200 microns |
| Diameter of Die | 50 - 150 mm |
| Machine Features | High film quality, excellent mechanical strength, reduced material usage |
| Typical Applications | Packaging films, agricultural films, and industrial applications |
Components of an ABA Blown Film Machine
An ABA blown film machine is essential for producing high-quality films. Its components play a crucial role in the efficiency of the machine. The design typically consists of three main layers: the outer layer A, the inner layer B, and the second outer layer A. Each layer holds unique materials, enhancing the film's performance.
The feed block distributes melted resin evenly to form the film. This component is vital for maintaining consistent thickness. The extrusion die then shapes the film by allowing the melted plastic to flow through specific openings. Precise control over temperature and pressure is required here. Following this, the bubble tower cools the film, solidifying it into a usable product.
Tips: Ensure that your machine is well-maintained. Regular cleaning can prevent production issues. Monitor temperatures closely; small fluctuations can affect film quality. It's crucial to have a backup plan for unexpected downtimes. An overlooked error during setup can lead to waste and inefficiency. Always double-check alignments before starting production. These small details can save time and resources in the long run.
The Process of Blown Film Extrusion in ABA Machines
The ABA blown film machine plays a critical role in manufacturing films. This machine produces three-layered structures. The outer layers consist of Polyethylene, while the middle layer can be a blend of materials. This design enhances the film's strength and durability.
During the blown film extrusion process, resin is heated and melted. This molten plastic is then forced through a die, forming a bubble. The bubble expands as it exits the die, cooling quickly as it rises. It is then flattened, allowing for easy handling and cutting.
Tip: Maintain consistent temperature settings for optimal film quality. Small fluctuations can lead to defects. Ensure regular maintenance of the machine for best performance.
Operators must monitor various factors closely. Polymer feed rates, cooling speeds, and die adjustments can all impact the final product. Small errors may lead to uneven thickness or air bubbles. Always document settings and outcomes for continuous improvement.
Tip: Keep a log of everyday operations. It can help identify patterns and areas for refinements. Regular review of past productions can guide future decisions.
Applications of ABA Blown Film Products
ABA blown film products have a wide range of applications across various industries. Their unique structure allows for excellent moisture barrier properties. This makes them ideal for packaging food. Fresh produce, meats, and dairy products often use these films to extend shelf life.
Another common application is in retail. Many stores utilize ABA films for shopping bags and packaging materials. These films are lightweight yet strong, providing a reliable way to carry items. They can be printed with colorful designs, which make them appealing to customers.
However, the aesthetics may not always match environmental sustainability goals.
In agriculture, ABA blown films are used for greenhouse covers. They help in controlling temperature and moisture levels. This ensures better crop yields. Yet, reliance on plastic films raises concerns about waste management. The industry must explore better recycling options to address these challenges.
Advantages of Using ABA Blown Film Technology
ABA blown film technology offers several key advantages. This process uses three layers to create films that are strong and flexible. The outer layers provide durability, while the inner layer ensures barrier properties. This combination enhances performance in various applications.
One notable benefit of ABA technology is its efficiency. It minimizes material waste during production. Using less material can reduce costs. However, finding the right balance is crucial. In some cases, the quality of the film may not fully meet expectations. Process adjustments may be necessary to achieve the desired outcome.
Another advantage is the versatility of the films produced. They can be used in packaging, medical applications, and agricultural films. However, these films may not always perform well under extreme conditions. Users may need to experiment with different formulations to find the best fit. Each application can present unique challenges. Embracing these challenges leads to improvement over time.